发货:3天内
发送询价
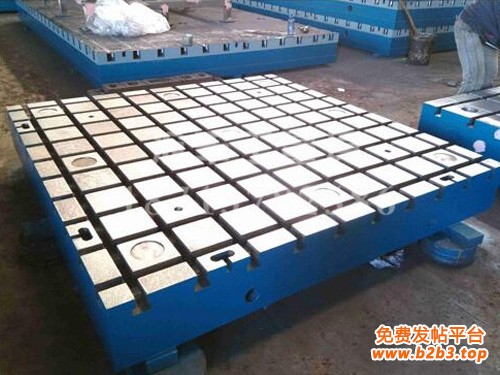
T型槽平台材质:铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。T型槽平台规格:100*100—3000*6000(特殊规格根据需方图纸制作。)
T型槽平台精度:按标准计量检定规程执行,分别为0、1、2、3四个等级。

 检验平板的质量与浇注原则
检验平板的质量与浇注原则[一]、铸铁平台的铸铁质量
铸铁平台可用涂色法检验零件平面度,拥有准确、试验平台直观、方便等优点。经过刮研的铸铁平台上推动表座、工件比较顺畅,方便测量,保证测量准确度。
铸铁平板的铸铁质量和热处理质量对平台使用性能产生较大的影响:机床铸件或因残存较大内应力使工作面变形;或因不耐磨损使精度不能保持;铸铁平台或因刮削困难得不到数值小的粗糙度。因此使用铸铁平台注意铸铁材料的选择,采用时效处理等方法铸铁平台的残余应力。
铸铁平台技术要求:1、铸铁平台工作面不得有影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等缺点。
2、若铸铁平台工作面上设置螺纹孔(或沟槽),其部位应不高于工作面3、精度等级为0级~3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。
4、铸铁平台的铸造表面应清楚型砂且平整,涂漆牢固。
5、铸铁平台应采用细密的灰口铸铁等材料制造,其工作面硬度应为170~240HB。
6、铸铁平台应去磁和稳定性处理。
7、铸铁平台相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的变形。
8、若铸铁平台工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。
9、铸铁平台工作面通常采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra大允许值为5μm。
铸铁平台需求注意的事项
1铸铁平台安装应调至水平、负荷均匀分布于各支点上,应防止振荡。
2铸铁平台长时间不使用时应经防锈处理并妥善包装,不得因包装不善而形成生锈、损坏。
3铸铁平台是用于工件检测或划线的平面基准用具。根据铸铁平台的选择准则,选用恰当的平板进行检验、划线。
4铸铁平台应遵从铸铁量具的保养、检修、鉴定方案,确保所用良检具精度、灵敏度、准确度。轻拿轻放、保持清洁、防锈、防振,合理存放保管。
5铸铁平台长时间不使用时应经防锈处理并妥善包装,不得因包装不善而形成生锈、损坏。
[二]、检验划线平台铸造过程中的浇注原则
检验划线平台是检查机器零件平面度,直线度等形位公差的测量基准,也可用于零件划线研磨加工,安装设备等用途。是检验机械零件平面、平行度、直线度等形位公差的测量基准,也可用于一般零件及零件的划线、铆焊研磨工艺加工及测量等。
划线检验划线平台的关键性工艺是浇铸,浇铸位置的选择是十分关键的,直接影响着检验划线平板的精度和总体质量的好坏,所以要严格按照以下的几点原则:
1.对于具有大面积的薄壁部分放在铸型的下部,同时尽量使薄壁立着或倾斜着浇注,这样有利于金属的充填。它将划线检验划线平台大面积的薄壁部分放在铸件的下面,使这部分能在较高的金属液压力下充满铸型,防止浇不足。
2.应将划线检验划线平台上质量要求高的表面或主要的加工面,放在铸型的下面。如果做不到,可将该表面置于铸型的侧面或倾斜放置进行浇注。
3.对于一些需要补缩的检验划线平台,应把截面较厚的部分放在铸型的上部或侧面。便于在划线检验划线平台的厚壁处放置冒口,造成良好的顺序凝固,有利于划线检验划线平台补缩。
4.对于具有大平面的划线检验划线平台,应将划线检验划线平台的大平面放在铸型的下面。
5.对于带有泥芯的划线检验划线平台,应使泥芯能放置牢固并在合箱时便于检验。由于泥芯较长,刚度不够,在金属液的浮力作用下,泥芯产生弯曲变形。若改为立浇,就可以避免上述不好情况的产生。
沧州沧丰工量具有限公司(http://www.cangfenglj.com)主要产品有机床铸件、三坐标测量平台、刮研平板、机床机械铸件,花岗石平台及量具等以及镁铝合金平尺、梅花扳手、防磁工具、防爆工具等。我们的产品广泛应用于机械制造,汽车制造,高铁,风电,电机,发动机制造业等等。