精度:0-1-2-3
工作面硬度:hb170-240
采用优质高强度灰口铸铁HT200-250,工作台面硬度为HB170-240,铸件经过两次人工退火600℃-700℃或自然时效2-3年,完全去除内应力,精度稳定,耐磨性能好。不放过每一个小细节,才能铸造出高性能,高标准,高质量的铸铁T型槽平台。所以T型槽试验平台的使用寿命是很长的,即便是出现了磨损也是可以通过人工刮研来进行修复。今天咱们说一说T型槽试验平台让人叹为观止的生产流程
T型槽试验平台生产技术流程:
1,T型槽试验平台制造执行标准:GB4986-85标准与JB/T7974-1999标准。
2,T型槽试验平台铸件采用水泥砂铸造,材质为HT250,材质严格按GB9439-2010规定制作;铸件尺寸公差按GB6414-1999标准执行。
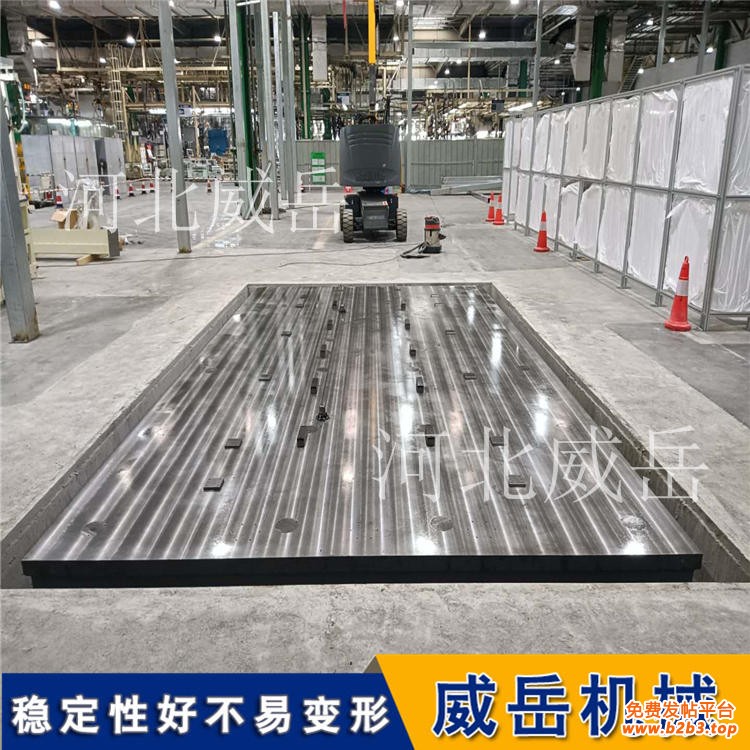
3,T型槽试验平台上设有T型槽,按图纸要求制作,安装时出口可放入T型固定螺栓。T型槽按GB158-1996标准执行。
4,T型槽试验平台的安装布置方式及位置严格按土建图施工,整体平面安装后上平面与地坪齐平(±0.000)。
5,T型槽试验平台工作面加工与T型槽粗糙度Ra≤3.2,其它加工面Ra6.3,执行标准GB1031-2009;铸铁平板上平面度误差与垂直度误差必须满足图纸要求。
6,工作表面硬度为HB180-240,抗拉强度≥220.Mpa,时效处理。
7,采用先进铸造工艺,严格控制铸件五大元素的成份及含量,铸件表面平整无裂纹、无缩孔、无夹灰渣。表面缺陷按照国家标准处理。
8,在铸造过程中必须保证两次回火处理。地一次:在铸件毛坯检验合格后回火处理,消除铸造应力。 次:在毛坯粗加工完成后进行回火处理,消除机加工破坏铸件平衡态所产生的应力。
9,T型槽试验平台的加工成品尺寸按GB2822-2005标准执行,精度计量检定规程按JJG117-2005标准和形位公差按8级GB1182-1184-1996标准执行。
10, T型槽试验平台加工表面做防锈油刷涂,铸件外表面不加工须批腻、磨光,地锚器凹面处涂防锈漆;表面平整光亮。铸件内表面均需涂防锈漆;
11, T型槽试验平台的工作面与侧面及相邻两侧面的垂直度公差为0.1mm,
12, T型槽试验平台具有足够的强度及承载能力,其承载力≥300KV/㎡.
13, 主要配置:地铆器及相应配件
14, T型槽试验平台主要技术参数和要求:试验平台单块加工后保证图纸要求的精度,拼接后达到使用要求;所有工件在本厂铸造加工。
T型槽试验平台的生产时,进行生产的地一步很重要,就是要能够进行准确的绘制,对于自己所需要的机器进行大体的绘画,这样才能够有大体的轮廓,在进行加工的过程之中,外观检测和加工检验这些都是十分重要的,其次就是关于铸铁平板工件的调整检验和校正,当然,还有在生产过程中的涂漆工作,这些工作对于机械设备的生产也比较重要,才能够顺利入库,对于T型槽平台,它有承重方面的要求,要根据相关的重量,来确定他在这样的负荷下弯曲的程度,为了方便人们理解,这样的机器在正常工作的时候,在不影响其他机器发挥作用的情况下,正常发挥作用。
铸铁T型槽平台是用于工件检测或划线的平面基准器具,广泛应用于机械制造、化工、五金、航空航天、石油、汽车制造、仪器仪表制造等行业,所以生产铸铁河北威岳机械http://www.chinaweiyue.com/始终将客户的利益放在前面,深知我们的成功取决于您的成功与发展,并把这一理念贯穿于本公司从设计到售后服务的每一个环节,使我们的产品能够帮助客户提 高公司效益,降低成本。
详询可登陆我们的官网http://www.chinaweiyue.com/或服务电话 15533753786
联系人:销售部邓女士竭诚为您服务!